


































2. لہر کی شکل پر سیاہی کی آواز کی رفتار کا اثر
عام طور پر بھاری سیاہی سے تیز۔ پانی پر مبنی سیاہی کی آواز کی رفتار تیل پر مبنی سیاہی سے زیادہ ہے۔ ایک ہی پرنٹ ہیڈ کے لیے، سیاہی کی مختلف کثافتوں کا استعمال کرتے وقت، اس کی موج میں زیادہ سے زیادہ طول موج کو ایڈجسٹ کیا جانا چاہیے۔ مثال کے طور پر، پانی پر مبنی سیاہی چلانے کی طول موج کی چوڑائی تیل پر مبنی سیاہی سے چھوٹی ہونی چاہیے۔
3. waveform پر سیاہی viscosity کا اثر
جب یووی پرنٹر ملٹی پوائنٹ موڈ میں پرنٹ کرتا ہے، پہلی ڈرائیونگ ویوفارم ختم ہونے کے بعد، اسے تھوڑی دیر کے لیے توقف کرنے اور پھر دوسری ویوفارم بھیجنے کی ضرورت ہوتی ہے، اور جب دوسرا ویوفارم شروع ہوتا ہے تو اس کا انحصار نوزل کی سطح کے دباؤ کے قدرتی دولن پر ہوتا ہے۔ پہلی لہر ختم ہوتی ہے۔ تبدیلی صرف صفر تک گر جاتی ہے۔ (مختلف سیاہی کی چپکنے والی اس زوال کے وقت کو متاثر کرے گی، لہذا یہ مستحکم پرنٹنگ کو یقینی بنانے کے لیے مستحکم سیاہی کی چپکنے والی کی ایک اہم ضمانت بھی ہے)، اور جب مرحلہ صفر ہو تو رابطہ قائم کرنا بہتر ہے، ورنہ دوسری لہر کی طول موج تبدیل ہو جائے گی۔ عام انکجیٹ کو یقینی بنانے کے لیے، یہ زیادہ سے زیادہ انکجیٹ ویوفارم کو ایڈجسٹ کرنے میں دشواری کو بھی بڑھاتا ہے۔
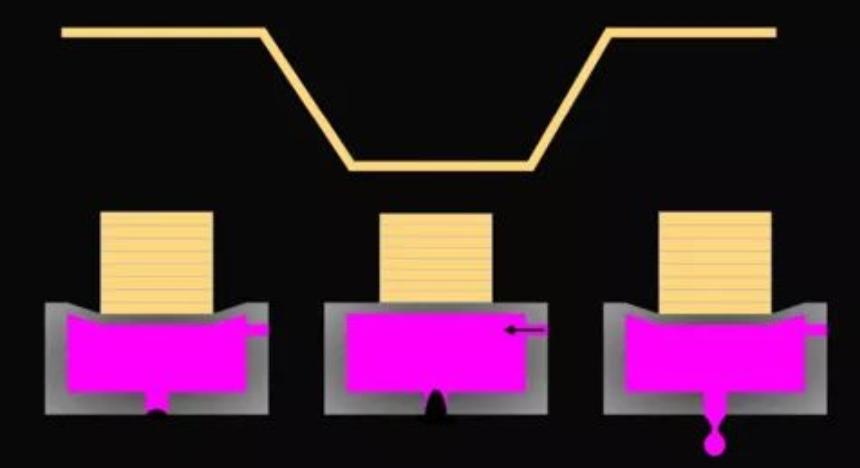
4. لہر کی شکل پر سیاہی کی کثافت کی قدر کا اثر
جب سیاہی کی کثافت کی قدر مختلف ہوتی ہے تو اس کی آواز کی رفتار بھی مختلف ہوتی ہے۔ اس شرط کے تحت کہ پرنٹ ہیڈ کی پیزو الیکٹرک شیٹ کے سائز کا تعین کیا گیا ہے، عام طور پر بہترین پلس چوٹی پوائنٹ حاصل کرنے کے لیے ڈرائیونگ ویوفارم کی صرف پلس چوڑائی کی لمبائی کو تبدیل کیا جا سکتا ہے۔
اس وقت، UV پرنٹر مارکیٹ میں ہائی ڈراپ کے ساتھ کچھ نوزلز موجود ہیں۔ اصل نوزل جو 8 ملی میٹر کا فاصلہ پرنٹ کرتی ہے اسے 2 سینٹی میٹر پرنٹ کرنے کے لیے ہائی ویوفارم میں تبدیل کیا جاتا ہے۔ تاہم، ایک طرف، یہ پرنٹنگ کی رفتار کو بہت کم کرے گا. دوسری طرف، فلائنگ انک اور کلر سٹریکنگ جیسی خرابیاں بھی کثرت سے رونما ہوں گی، جس کے لیے UV پرنٹر مینوفیکچررز کی اعلیٰ تکنیکی سطح کی ضرورت ہوتی ہے۔

