

































2. Áhrif blekhljóðhraða á bylgjuform
Venjulega hraðari en þungt blek. Hljóðhraði vatnsbundins bleks er meiri en olíubundins bleks. Fyrir sama prenthaus, þegar mismunandi þéttleiki bleksins er notaður, ætti að stilla bestu bylgjulengdina í bylgjulögun þess. Til dæmis ætti bylgjulengd breidd drifvatnsbundins bleks að vera minni en olíubleks.
3. Áhrif seigju bleksins á bylgjuform
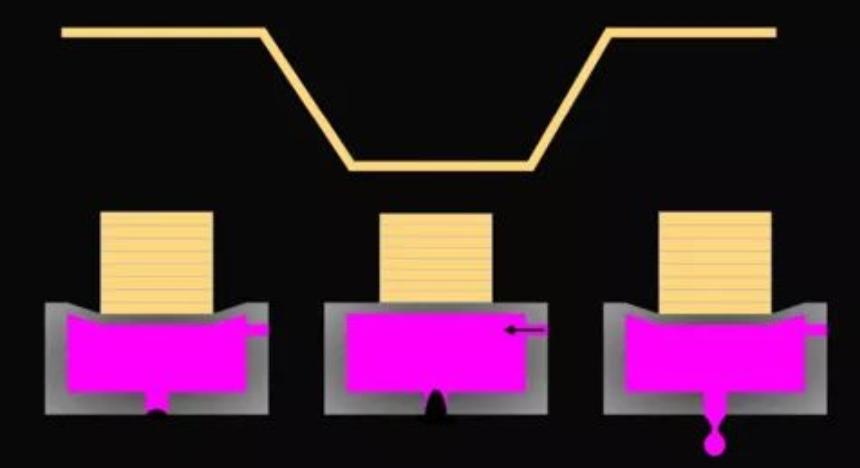
Þegar UV prentarinn prentar í fjölpunkta stillingu, eftir að fyrsta akstursbylgjuforminu lýkur, þarf hann að gera hlé í smá stund og senda síðan annað bylgjuformið, og hvenær seinni bylgjuformið byrjar fer það eftir náttúrulegri sveiflu yfirborðsþrýstings stútsins eftir að fyrstu bylgjulögun lýkur. Breytingin fer bara niður í núll. (Mismunandi seigja bleksins mun hafa áhrif á þennan rotnunartíma, þannig að það er einnig mikilvæg trygging fyrir stöðugri seigju bleksins til að tryggja stöðuga prentun), og það er betra að tengja þegar fasinn er núll, annars verður bylgjulengd seinni bylgjunnar breytt. Til að tryggja eðlilega bleksprautuprentara eykur það einnig erfiðleikana við að stilla ákjósanlegasta bleksprautuformið.
4. Áhrif blekþéttleikagildis á bylgjuform
Þegar þéttleiki bleksins er öðruvísi er hljóðhraði þess einnig annar. Með því skilyrði að stærð piezoelectric blaðsins á prenthausnum hafi verið ákvörðuð, er venjulega aðeins hægt að breyta púlsbreidd lengd drifbylgjuformsins til að fá besta púlshámarkspunktinn.
Sem stendur eru nokkrir stútar með mikið fall á UV prentaramarkaði. Upprunalega stúturinn sem prentar 8 mm fjarlægð er breytt í háa bylgjuform til að prenta 2 cm. Hins vegar, annars vegar, mun þetta draga verulega úr prenthraða. Á hinn bóginn munu gallar eins og fljúgandi blek og litarrákir einnig koma oftar fyrir, sem krefst hærra tæknistigs UV prentaraframleiðenda.

